
钟表加工
激光微射流®的优势
Synova先进的3轴或5轴激光微喷 (LMJ) 系统非常适合切割手表机芯和其他微型零件,具有钟表行业所需的高精度和高质量。
激光微射流加工光技术代表一种目前钟表行业的最优秀的加工技术之一。传统的加工工艺为“干”激光加工、电火花(EDM)、冲压或机械微加工。但由于这些加工技术不同的局限性比如热损伤、精度、效率等、和灵活性等,激光微射流加工技术在恰当的应用上可以是一个更好的替代加工技术。
LMJ®加工技术将高能激光脉冲以在细如发丝的微水射流中以全反射的方式在微水射流中被无干扰的方式传输到加工点。 激光脉冲用于材料烧蚀,而水射流则用于引导激光、冷却被加工材料、冲刷加工碎屑和加工面边缘并防止被加工零件的加工面和其他表面受到污染。
因此,LMJ®加工技术对于对钟表行业中常用的但对热效应极其敏感的薄金属(例如黄铜、不锈钢、Durnico® 或如铍青铜的铜合金等)的加工很合适。它实现了卓越的加工质量,没有机械应力、热损伤和碎屑。水射流可防止被加工零件的污染和毛刺的产生,尤其是在切口背面。激光微射流加工技术的高质量和高精度也提高了后续加工工序的效率从而提高了加工的生产率。
通常,根据对加工质量的要求水平,根据被加工材料的厚度,可以以 0.1mm/sec到几毫米/秒的整体切割速度(Overall speed)完成零件的加工。 LMJ®可实现任何方向和任何轮廓的切割,甚至非常尖锐的角度。LMJ®数控加工系统作为钟表行业加工手段的重要组成部分,尤其适用于手表原型、中小型系列高端手表零件的加工。它们也可以自动化方式进行连续生产。由于没有工具磨损,高效且精确,LMJ®数控加工系统可帮助客户实现高性价比的综合运行成本。
- 性能
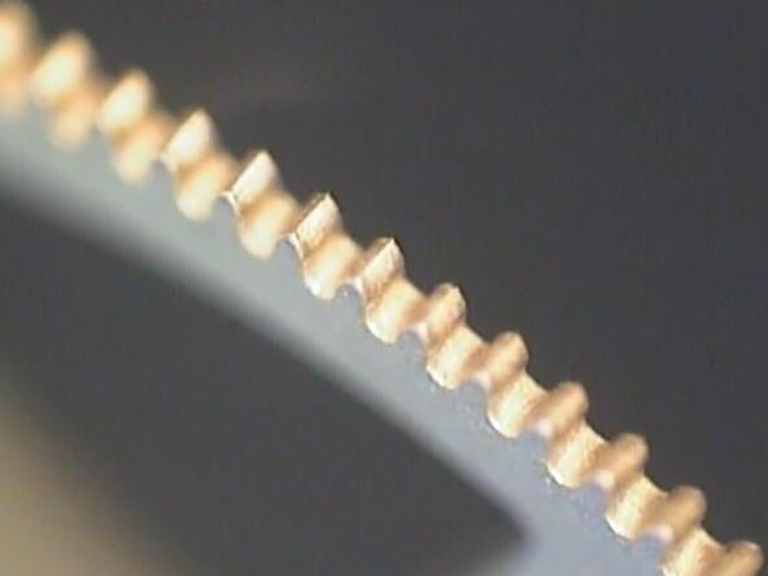
- 高加工质量,保持光滑的表面和锋利的边缘
- 柱形激光束实现平行切面
- 低至25 - 60 µm窄切缝宽(依喷嘴尺寸不同)
- 被加工材料厚度范围一般05- 4mm(最厚可达10mm)
- 根据激光光源的不同(单激光或双激光),粗糙度Ra15 - 0.7 µm
- 采用双激光器,被加工材料厚度05- 0.3mm,粗糙度Ra <0.2 µm
- 无或极低热影响区(HAZ),由于水射流冷却和清洁能力,加工无毛刺
- CAD后置处理基于设计文件快速生成加工程序
- 无需对焦或距离控制
- 常规切割的高纵横比高达1:100
主 要 应 用
| 功能部件的切割(手表机芯部件)
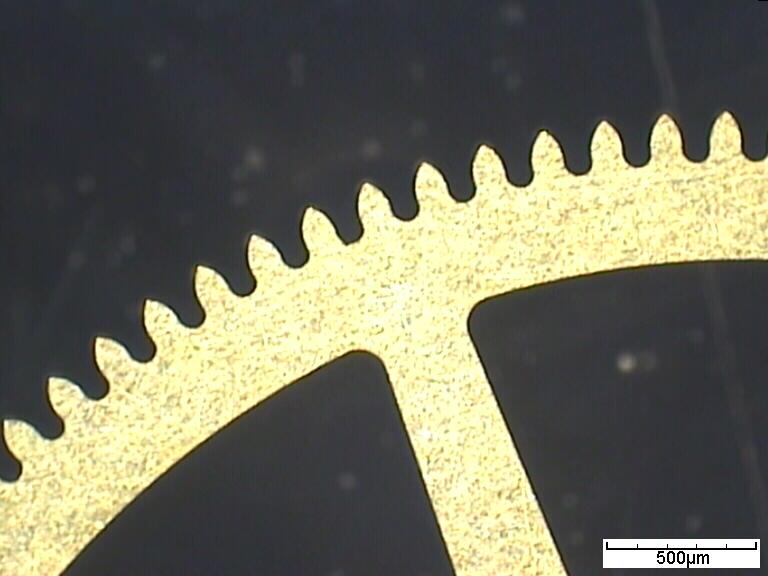
- 轮和齿轮

齿轮
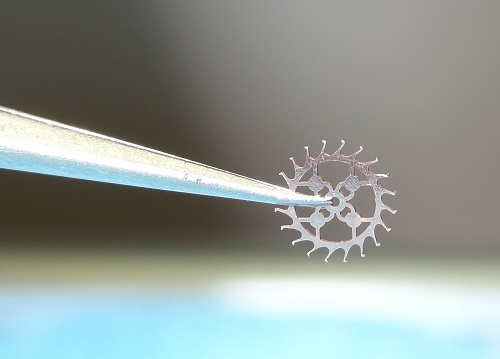
擒纵轮(铍青铜)
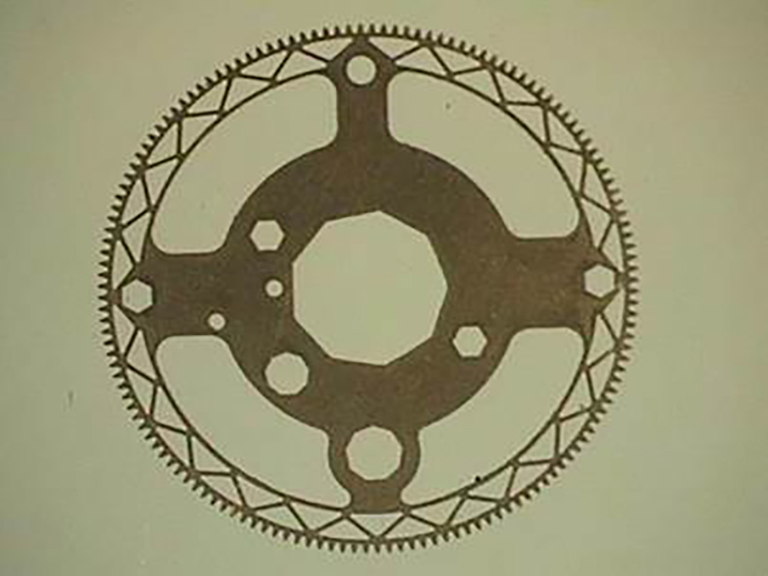
齿轮(黄铜)
秒轮(德国银)

秒轮 - 背面
第二轮 - 前
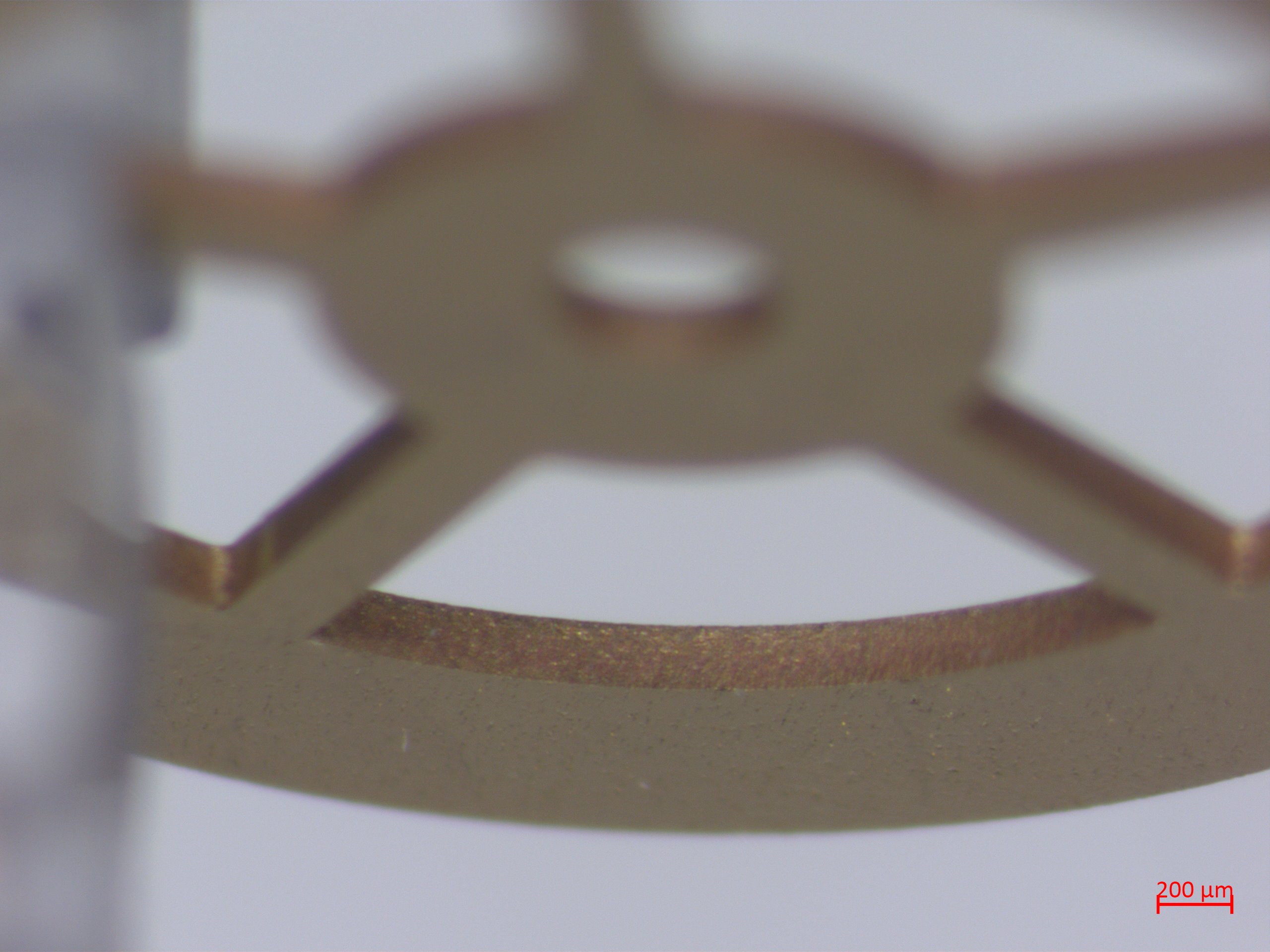
轮子(黄铜)
- 弹簧、跳线和杠杆
- 振荡质量、桥梁
| 装饰件的切割(外部手表组件)
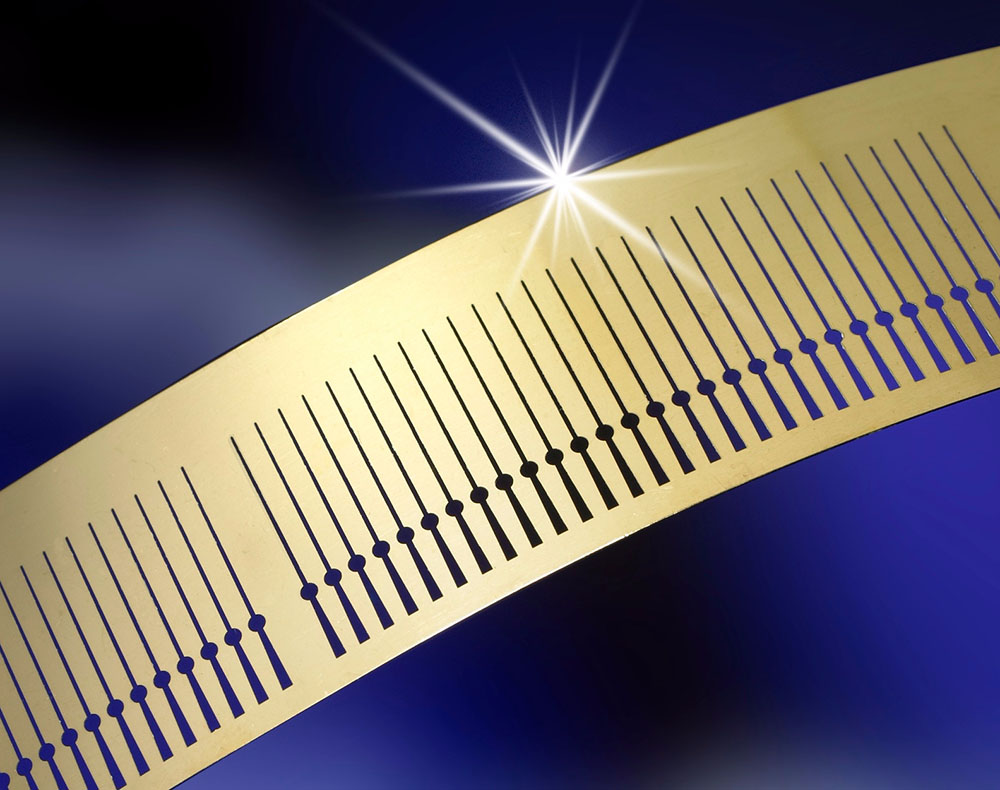
- 指针
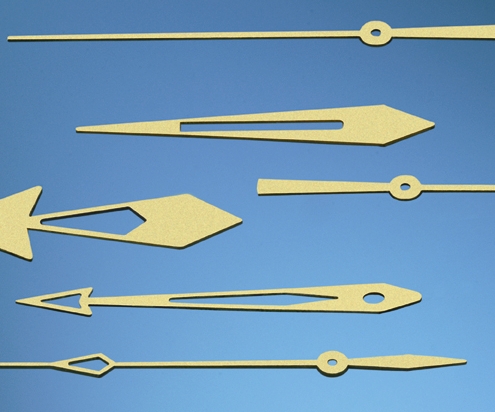
钟表指针
钟表指针(黄铜)
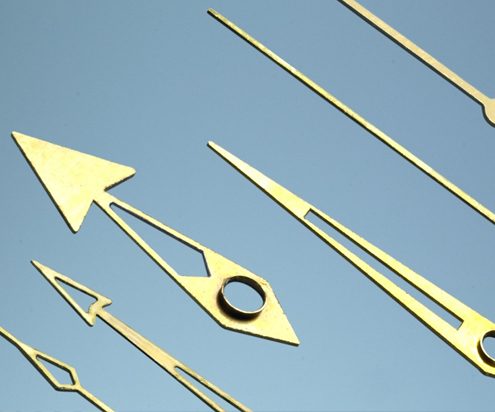
钟表指针(黄铜)
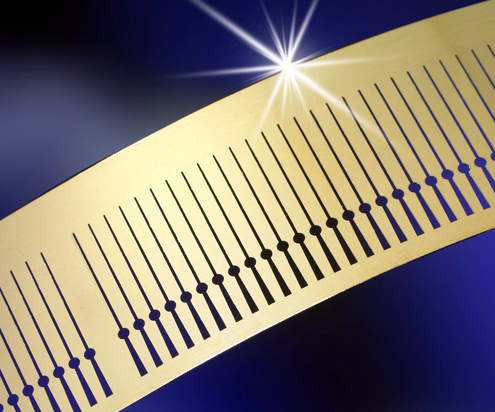
- 表盘和表盘组件
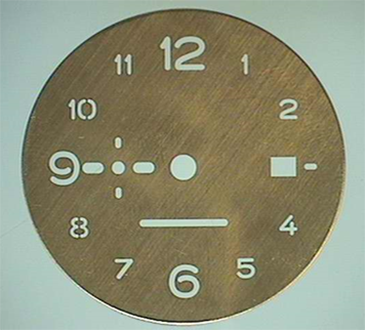
钟面
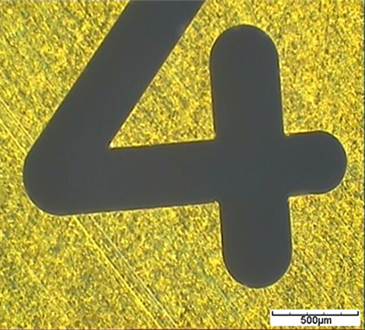
钟面数字
⦁ 腕带部件及其他装饰件
- 腕带部件及其他装饰件
可选的自动化LMJ®机器
- 自动带进给
- 取放机器人
客户样品申请表Customer Sample Request Form(CSRF)
