
刀具加工
激光微射流®的优势
Synova为刀具行业提供快速准确的激光加工解决方案。
激光微射流® (LMJ®) 系统可切割不同材料,例如金属、陶瓷、超硬材料和硬质合金基材以及非导电材料,如SCD。
3轴激光切割系统非常适合对PCD、MCD、PcBN或CVD金刚石刀具的2D切割、钻孔、开槽或切片,留下光滑的切割表面和锋利的边缘。
5轴机器可实现高精度3D烧蚀(成型)切割单个或多个后角和对倒角。 此外,LMJ®技术允许在金刚石层和硬质合金之间进行均匀的连续切割。
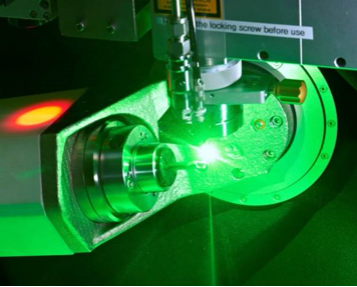
所有SYNOVA公司的数控加工系统都采用其激光微射流LMJ®激光系统。该技术将微水射流和激光脉冲有机整合形成了独特的切割优势。激光脉冲被限制在微水射流中形成了柱形激光束,类似于激光在光纤中的传输,形成的柱形激光束实现了完美平行的切缝。与传统“干”激光加工的加工切口不同,Synova的“湿”激光加工及时提供了一种更理想的激光加工工艺,几乎没有热影响区 (HAZ) 和导致削弱材料断裂强度的微裂纹。值得注意的是,由于LMJ®加工具有高质量的切边,因此可能不需要或更快的额外后续加工步骤,例如蚀刻、研磨或清洁等,因此可能降低了整体制造成本。
- 性能
- 材料:PCD、MCD、天然金刚石、PcBN、硬质合金等
- 最大厚度:10 mm(PCD/WC钻头)
- 平均材料厚度:
-
- 6 mm 用于 PCD/WC 镶件
- SCD 最大 2 毫米
- PcBN 可达 4.7 mm
- 操作:粗加工、精加工、间隙成形(如果需要,可以加工渐变的后角)
- 加工速度快:
-
- 2D切割1.6 mm厚PCD/ WC为5 mm/ min
- 3D切割(一个间隙角)1.6 mm厚PCD/ WC为5 mm/ min
- PCD的低粗糙度:
-
- Ra 介于 0.1 和 0.3 µm 之间
- Rz 低于 2 µm
- 波纹度:小于2 µm
- 切削:小于1 µm
主 要 应 用
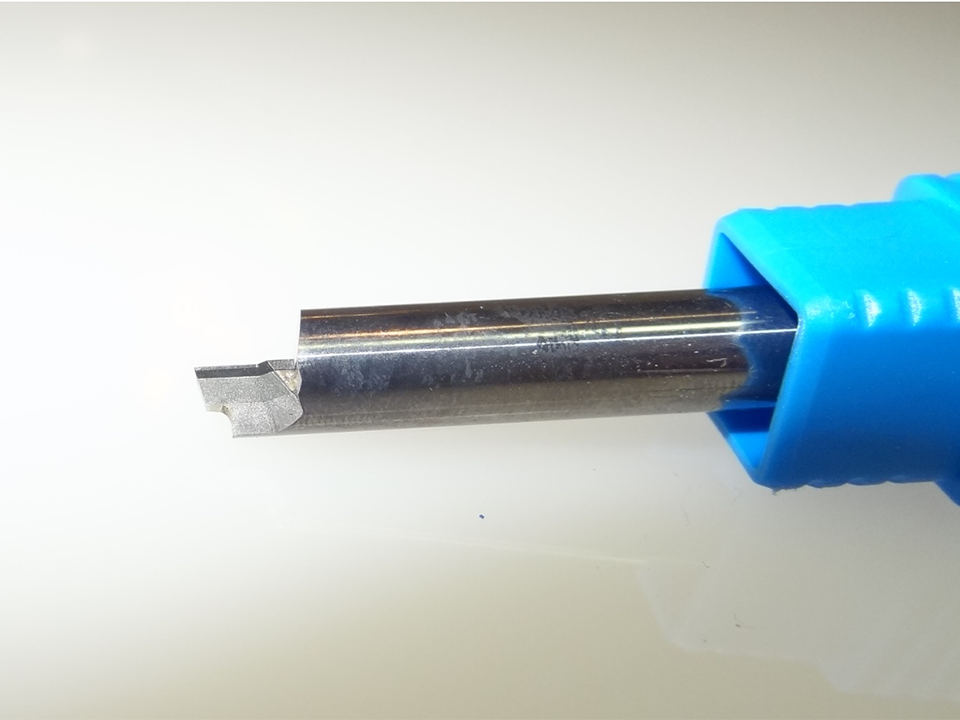
| 用于铣床/钻床的切削金刚石刀具刀片
| 为铣床/钻床切割金刚石工具镶件
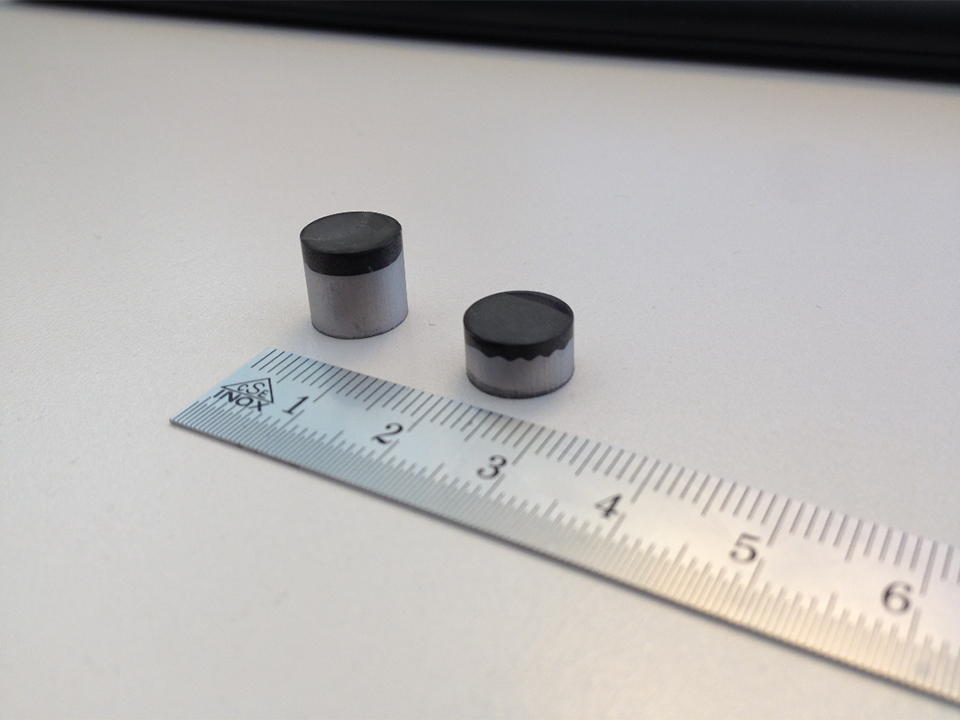
PCD钻头
PCD钻孔刀具刀片
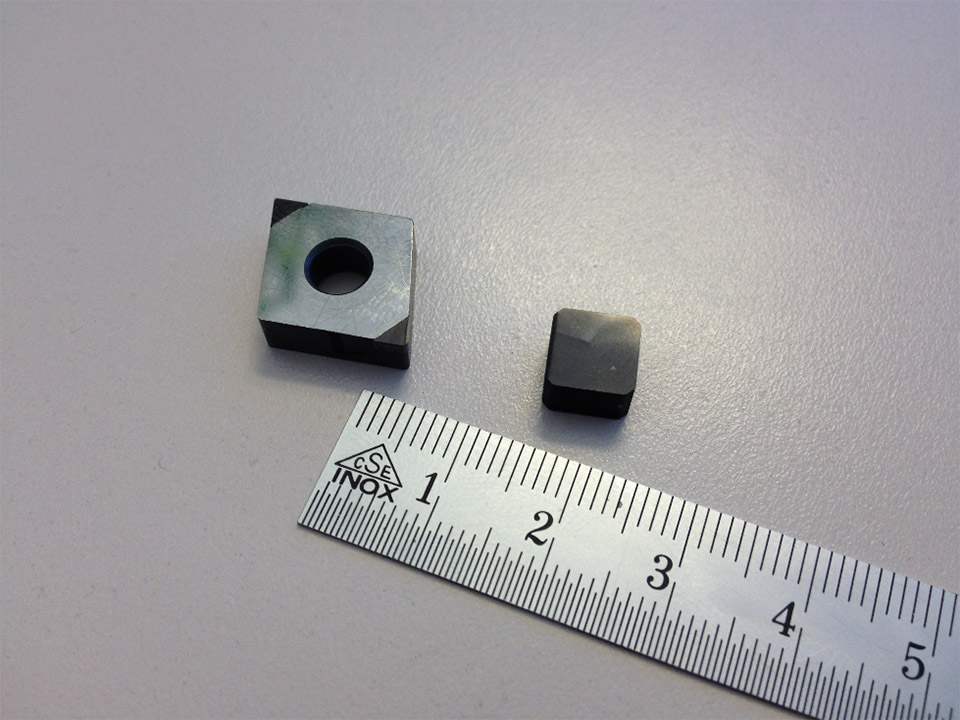
PCD 刀具刀片

刀具刀片(MCD)
后角
间隙角MCD
刀具插入 顶视图
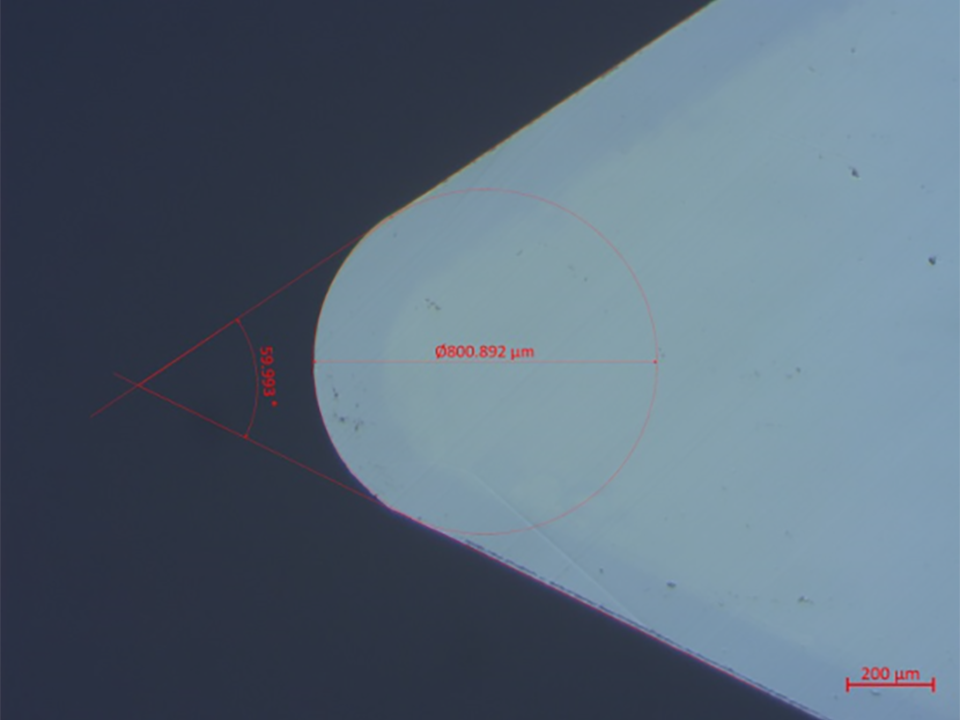
LMJ® 的表面和边缘质量
客户样品申请表Customer Sample Request Form(CSRF)
