
航空航天
激光微射流®的优势
Synova先进的3轴或5轴激光微射流®(LMJ®)系统非常适合航空航天的高价值材料的高质量零件加工。
激光微射流LMJ加工技术为工业燃气轮机的热端部件,常常带有热障涂层,进行气膜冷却孔的钻孔加工。气膜冷却孔对于航空喷气发动机热端的性能具有关键性的影响。
由于加工微射流加工技术的固有工艺特点,无论热端零件带有或不带有热障涂层,采用该技术可以通过单次装卡就能完成加工,在带热障涂层的情况下,加工过程中热障涂层和金属基体材料的结合部不会出现裂纹或分层,在金属基体材料的重铸层也极低。
LMJ®加工系统可高效加工圆形和异形(方形、梯形和倾斜)气膜冷却孔,孔的入口、出口、和侧壁均具有优异的表面质量。
与传统的“干”激光加工工艺相比,激光微射流的“湿”激光加工工艺提供了一种温合的的加工过程,避免了热损伤。而且,有压力的微水射流持续冷却切割区并有效地从工件表面排除加工废屑。该技术可以加工任何金属、硬质材料、大多数陶瓷基复合材料(例如氧化锆、氧化铝或碳化硅等)、工程设计的复合材料(不同制造工艺方法下制成的金属-金属、金属-非金属、和非金属-非金属复合材料)例如CMC等。
SYNOVA公司的激光微射流其无热影响区(HAZ)、被冲刷的加工碎屑、无微裂纹、无毛刺/沉积、垂直切面、低粗糙度等特征完美地应对了这些挑战,使客户能够可能通过采用激光微射流加工技术实现业务的综合效益。
- 性能
在超级镍基合金中加工冷却孔:
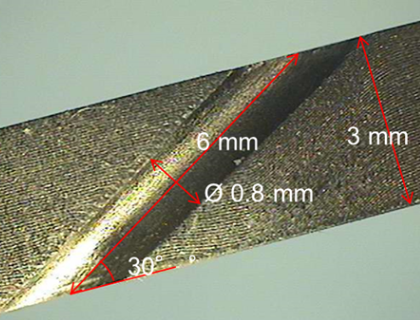
- 高达1:20的深径比
- 直径低至3mm
- 深度达15毫米
- 平均重铸至至1 µm
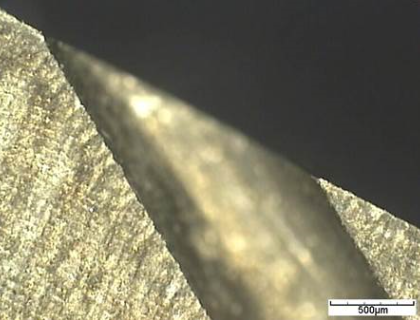
- 气膜冷却孔倾斜角可能低至25°
- 取决于材料厚度,加工垂直孔的时间可低至10秒(2mm厚度/0.6mm孔径)
主 要 应 用
工业燃气轮机热端部件的冷却孔钻孔(带或不带热障涂层的涡轮叶片/燃烧器/机匣部件):
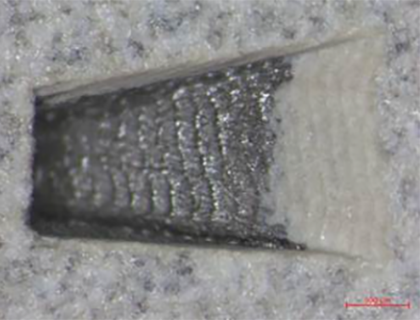
圆孔和异形孔(带方形/梯形/其他异形)
垂直孔或倾斜孔
| 涡轮叶片气膜冷却孔

技术中心

涡轮叶片加工
扩散器孔正面
孔入口。陶瓷涂层高温合金

背面孔
孔出口。高温合金
钻孔质量
横截面
| 陶瓷基复合材料(CMC)零件的切削
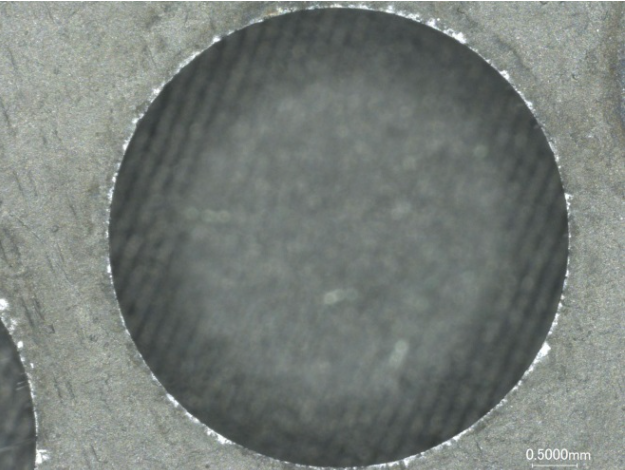
钻孔 CMC - 入口孔
CMC(陶瓷基复合材料)
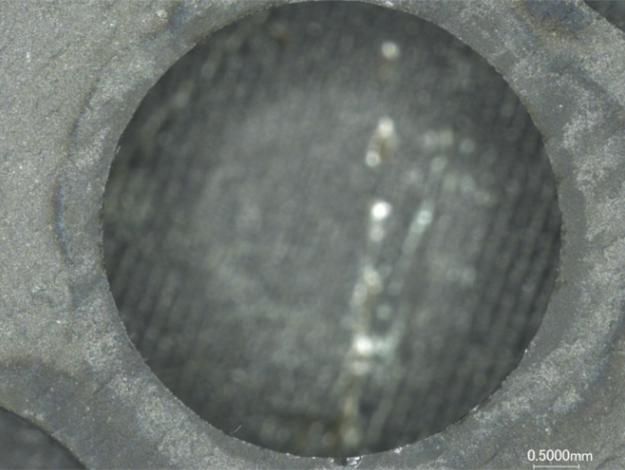
钻孔 CMC - 出口孔
CMC(陶瓷基复合材料)
客户样品申请表Customer Sample Request Form(CSRF)
